Antipiretici za djecu propisuje pedijatar. Ali postoje vanredne situacije sa groznicom kada dijete treba odmah dati lijek. Zatim roditelji preuzmu odgovornost i primenjuju antipiretičke lekove. Šta je dozvoljeno dijete? Kako možete smanjiti temperaturu kod starije dece? Koji su lekovi najsigurniji?
Skup je razvio žica i kablova povezani jedni sa drugima na bilo koji način, i ako je potrebno, opremljen skupština električni element (dizne, konektora, itd), pod nazivom turnir.Po njihovom dizajnu, paketi su podeljeni u intra-blok i interblok.
Priključne kablove u blokasluže za električno povezivanje pojedinačnih jedinica, blokova i električnih delova unutar uređaja, i inter-jedinicakoriste se za električno povezivanje različitih CEA i uređaja sa jednim sistemom.
Dizajn uvezivanja u bloka određuje se tipom uređaja, zahtevima za njihovo održavanje i popravku. Zavisno od raspoređivanja čvorova u kućištu, takvi paketi mogu biti: ravno fiksirani sa odvojivim vezama; ravno pokretno sa integralnim vezama; trodimenzionalni pokretni; volumetrijska sa pokretnim slavinama. Sve-u-jednom priključci za ugradnju u jedinici uglavnom se koriste u CEA, namenjenoj za teške uslove rada.
Tipična proizvodni proces proces pojas se sastoji od rezanja žica i cijevi, stavljanje žice na predlošku, grupisanja ih u zavežljaj dizajn sve kontrole pojas i obilježavanje proizvedeni pojas (kontinuitet) zaštita izolir traka pojas i završnu inspekciju (vizuelna inspekcija poštovanje standarda i kontinuiteta).
Šablon za postavljanje uprtaćaje pravokutna ploča od plastike ili šperploča, čija je površina se primjenjuje dijagram pojas u punoj veličini i fiksnim kraju i uglu vijaka (Fig.4.8).
Polaganje žice počinje, pričvršćivanje na uglovoj vijci. Zatim, žica pojas se stavlja na dijagramu, savijanje ga na uglu vijaka i osiguranje za terminal pin. Početni i završni klinovi imaju isti broj. Kada su sve žice na šablonu, one su vezane sa nitom od lana.
Korpe, koje se ne može uraditi zamjenu oštećenih kabela, osigurati rezervne žice, broj koji je 8-10% od ukupnog broja žica u žice, ali barem dva. Dužina i poprečni presek rezervnih žica trebao bi biti jednak najvećoj dužini i dijelu žica u pojasu. Duljina slavina za slavine treba da bude dovoljna da se poveže sa čvorovima i komponentama sklopa uređaja bez napetosti; Pored toga, trebalo bi da imate određenu dužinu (10-12 mm) za ponovno skidanje i lemljenje svakog kraja žice.
Pri dizajniranju upaljača moraju biti ispunjeni sledeći zahtjevi:
dve ili više paralelno izolovanih žica koje se kreću u jednom smeru i dužine preko 80 mm treba uvezati u snop;
duže žice moraju biti položene u gornji dio provodnika tako da grana snopa napušta ispod njih. Male sekcije žice (0,2 mm 2) koji se postavlja u centralni dio kabla;
u zavisnosti od uslova rada, kao i izolacija žica uključene u instalacije, potrebno je izvršiti vezivanja konac, traka ili trake od sintetičkih materijala ili napraviti namotaja izolir trake ili filmova. Također je moguće, umjesto da koristite izolir traka navijanje cijevi ili mehaničkim i automatsko snopova parenje nit pod tenzijom, pri čemu je izolacija žica nije slomljena;
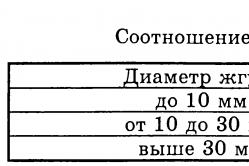
korak auto pletene petlje ovisi o promjeru pojas i je izabran iz tabele 4.3.

u područjima uklanjanja trake (prije i nakon nje) treba napraviti zavoje od 2-3 petlje postavljene jedan pored drugog. Na početku i kraju vezivanja moraju biti i zavoji, koji se sastoje od dva do pet petlji i imaju terminalne čvorove. Svaka žica mora napuniti pojas. Primer pletenja i polaganja sa zavojem je prikazan na slici 4.9;
u zavisnosti od broja žica i prečnika snopova, vezivanje treba izvršiti u jednoj, dvije ili više žica. Preporučuje se da se nitima pre početka parenja podrgnuti ili natopljen ceresinom. Konzore od lanenih navlaka nakon pletenja moraju biti pokrivene lepkom (na primjer, BF-4) ili lakom; Krajovi od kapronskih niti nakon parenja treba da se rastopi.
Nakon što pletaju žice u uprtač, oni su pričvršćeni za svoje krajeve. Svi krajevi žica označeni su u skladu sa šemom ožičenja.

Označavanje žica, kablovskih proizvoda i uprtatokom ožičenja treba da obezbedi mogućnost ispitivanja električnih kola, pronalaženja kvarova i popravke opreme. Za označavanje koriste se sljedeće metode: ubacivanje u ožičenje kablova različitih boja; bojenje ili numerisanje PVC cijevi koji se koriste za spajanje krajeva izolacije (cijevi su označene na uređaju ili su brojevi rukopisni sa oznakama mastila);
stavljanje žica plastičnih oznaka sa simbolima veznih tačaka;
obeležavanje izolacije folijom za štampu u boji (za kablove sa izolacijom PVC i polietilena i kablovima tipa RK);
upotreba metalne oznake (uglavnom na kablovima tipa RK);
upotreba lepljive trake za označavanje (zavoj od 1,5 ... 3 obrtaja po žici ili kablu).
Označavanje se primenjuje na oba kraja žice, kabla ili pakovanja na mestima na kojima su povezani. Oznaka žica, kablova i uprta na oznakama za markiranje, trakama i cevima ili direktno na žicama mora odgovarati oznaci prikazanim u tehničkoj dokumentaciji. Ako oznaka na žici ili kablu nije zalepljena, ona je vezana na žici (kabl) sa čvorom ili petlju.
Za označavanje žica prečnika do 1 mm u prečniku treba koristiti tubete za označavanje boja sa unutrašnjim prečnikom koji odgovaraju prečniku žice.
Obeležavanje žica u pojasu napravljeno je oznakama ili trakama od polimernih materijala. Dužina oznaka ili širina traka ne sme biti veća od 12 mm.
Zatim kontrolišu žičanu provodnicu pomoću točkića za koji povezuju provodnike sa istim brojevima na krajeve žice u seriji sa uređajem (indikator).
Kontrola kompleksnih snopova se vrši na posebnim poluautomatskim postoljem prema datom programu. Sve informacije o takvoj kontroli se snimaju na računaru.
Osiguravanje žica pojasevi, žice i kabela na kućište elektronike ili elemenata obavlja: spajalice, trake, stege, ljepila, cementi, jedinjenja, niti, trake, plastične ljepljive trake.
Staples, trake i obujmice moraju odgovarati obliku snopa i, kada su pričvršćene, ne dozvolite njegovo pomeranje.
Kako se ne bi oštetiti izolaciju žica kada metalnog spajalice i stege koja se mora staviti pod elastičnu brtvu od izolacijskog materijala projektovanja preko ruba spajalice (klipova) ne manje od 1 mm.
Rastojanje između spajalica ili stezaljki prilikom priključivanja na linearne sekcije mora se odabrati u zavisnosti od prečnika snopa (žice ili kabla) u rasponu od 100 do 300 mm. Istovetne žice sa poprečnim presekom manje od 0,35 mm 2 pričvršćuju se na udaljenosti od najviše 80 mm između priključnih tačaka.
Kada se ljepilo ili mastiks, udaljenost između lijepljenje tačaka treba izabrati u zavisnosti od prečnika žice (žice ili kabela) koristi za osiguravanje žica, kablova i snopovi Tabela 4.4

Kokice, prečnika od preko 15 mm kada su vezane, pričvršćene su nitima kroz rupu u kućištu.
Prolaz žice, žice ili kabla kroz rupu u metalnoj šasiji se mora izvoditi kroz izolacionu rupu, koja je ugrađena u rupu.
U žica pojas tranzicije i kablove od fiksnog dijela na mobilnom uređaju (npr kućište ploča ili ploča i dr.) Preporučuje se da ih postavite tako da se žica prilikom uklanjanja pokretni deo uvijen i ne kopča. Na istim pokretnim delovima paketa nije potrebno vezati i ostaviti potrebnu marginu duž dužine.
Lemljenje i luženje: svrha, primjena i fizičko-hemijska osnova. Pričvršćivanje, fluksi njihovog brenda i primjene. Tehnologija lemljenja sa mekim i čvrstim vođicama, temperaturni režimi, uklanjanje topline. Grupne metode lemljenja. Oprema i alati: svrha, dizajn i način rada. Načini lemljenja žica različitih brendova i preseka. Ultrazvučno lemljenje. Lasersko lemljenje. Zahtevi vezani za pričvršćivanje, kontrola kvaliteta. Namena i primjena kalupa, kontrola kvaliteta. Automatizacija procesa lemljenja i prozračivanja
Lemljenje- fizičko-hemijski proces dobijanja jedinjenja kao rezultat interakcije čvrstog i tečnog metala (lemljenje). Nastavni slojevi na granicama šiva i površine delova koji se povezuju nazivaju se spojnice. moraju biti uklonjene dobiti spojeva ulaskom površinama oksida i da se stvore uslovi za interakcije čvrste i tečne metala. Kada se kristalizira više lemljivog lemila koji je ušao u interakciju sa materijalom, dobija se lemni spoj.
Jedna od prednosti lemljenja je mogućnost kombinovanja u jednu jedinicu mnoštvo elemenata koji čine predmet. Lemljenje, kao ni jedan drugi način povezivanja, ispunjava uslove masovne proizvodnje. To vam omogućava povezivanje različitih metala, kao i metala sa. staklo, keramiku, grafit i druge nemetalne materijale.
Tinning - premaz proces lem električnih elemenata (ERE igle, kontakt jastučići štampanih ploča, metalizirani blende živio postavljanje žica i kablova, itd) Potrebno je da se poveća lemljivost površine od elemenata prilikom montaže..
Za obavljanje kvalitetne veze za lemljenje, potrebno je:
7. Pripremite površine delova za lemljenje;
8. aktivirati leme i lemljenje;
9. Osigurati interakciju na granici "osnovni metalni-tečnost lemilica;
10. stvoriti uslove za kristalizaciju međusloja tekućeg metala leme.
Priprema površine obuhvata vađenja iz prljavštine i oksida koji sprečavaju vlaženje - njegov rastopljeni lem. Filmovi se uklanjaju mehaničkim ili hemijskim sredstvima. Sa mehaničkim čišćenjem
uklonio tanki površinski sloj metala sa brusnim papirom, žičane četke, i dr. Da bi se poboljšala performanse u obradu velikih površina (npr štampane ploče) se koriste tretman vodenim mlazom ili pročišćavanje rotirajuće četke od sintetičkih materijala u koji se uvode abrazivne čestice. Hrapavosti površine nakon mehaničke obrade promovira širenje lem i tok, kao male ogrebotine na površini su naimelchayshimi kapilare.
Kemijska obrada (odmašćivanje) površinu proizvoda odvija se u alkalnom rješenja ili organska otapala (aceton, benzin, alkohol, ugljen tetraklorid, freon, a spirtobenzinovyh spirtofreonovyh smjese) brisanjem, opada, itd u kadi.
Očišćene predmeti moraju biti odmah usmjerena na kalajisanje i lemljenja, kao vrijeme za bakar očuvanje je 3-5 dana, za srebro - 10-15 dana.
Aktiviranje lem pridružio metala i javlja se kroz različite fluksa, da se stvori poseban plinovitih okruženju ili fizičko-mehaničkih udara (mehaničke vibracije, ultrazvučne vibracije, itd.) Aktiviranje je potrebno, jer kad grijanje i topljenje lem metala se vrši interakciju sa svojim površinskih slojeva zraka kisika, što dovodi do pojave novih oksidnog filma.
Lemljenje sa fluksima je najčešće. Rastopljene fluksa se prostire na površini i lemljene lem vlaži ih i unesite ih u angažman, pri čemu je uklonjen oksidni film. Međutim, upotreba fluksa može dovesti do toga da njihovi ostaci nakon lemljenja, kao i reakcije njihovih proizvoda sa oksida stvoriti lemljene šav šljake. Ovo smanjuje čvrstoću spoja i dovodi do njegove korozije. Da bi se to izbeglo, ostanak fluksa nakon ispiranja se opere (obrisa) obično sa organskim rastvaračima.
Kako bi se osiguralo da se interakcija na granici "običnih metala - tekućina lem" je potrebno da se postigne dobar vlaženje rastopljenog lem roditelja metalnu površinu (. O ERE, teren, žice, itd) Od koliko dobro rastopljeni lem navlažite površine osnovnog materijala, ovisi čvrstoća, otpornost na koroziju i druga svojstva spojeva lemljenja. U procesu vlaženje i širenja lem pogođeni određenim faktora procesa (metoda uklanjanja oksida filma, koji koristi tok lemljenja modu itd brend).
Kriziranje sloja tečnog metala dolazi nakon uklanjanja izvora toplotne energije. Proces kristalizacije značajno utiče na kvalitet spojenih spojeva.
Pričvršćivači i tečnosti za lemljenjedizajniran za obavljanje procesa toplo kalajisanje i lemljenje obojenih i obojenih metala i njihovih metalnih metalnih i nemetalnih materijala. Podijeljeni su na:
spajalice za niskotemperaturno lemljenje sa tačkom topljenja od 450 ° C;
lemljenje za mapu visoke temperature sa tačkom topljenja iznad 450 ° C.
Simbol lem oznake sastoji se od slova "O" ili "Pr" i sljedeće skraćenice glavne komponente: tin - O olova - C, antimon - Su, bizmut - Vi * kadmij ili kobalt - K srebrni - Cp, bakar - M , indijum - Ying, cink - C, Ni - H, galijum - Ch, germanija - T, titan - T, zlato - ZL, mangan - Mc, bor - B, fosfat - F, mesing ili litijum - L, glačalo - F , aluminijum - A. Dalje je naznačen sadržaj glavne komponente kao procenat mase. Pismo "P", koje se nalazi na kraju marke kroz crticu, znači da lemilo ima povećanu čistoću.
Osnovni razredi vođica i njihova tačka topljenja (Tm) prikazani su u Tabeli 4.5.

Fluksinamijenjena za upotrebu u industrijskim procesima i vruće kalajisanje lem za uklanjanje oksida film iz površine koje se zalemi i lem, zaštitu metalnih površina i lem od oksidacije tokom procesa lemljenja, ali i smanjiti napetost površine rastopljenog lema na granici "metal-lem-flux"
Simbol označava tok se sastoji od slova "F" (tok) i kratica njenih konstitutivnih komponenti: K - Rosin C - Alkohol, T - trietanolamin, Et - etil acetata, C - salicilna kiselina, B - benzojeva kiselina, BF - borftoristy kadmij (ili cink) n - poliesterska smola D - dietil amin CK - semikarbozid, Ch - glicerol, Fs - Forney orthophosphoric kiselina, L - cink klorid A - Amon klorida, u - voda, L - Laprol, Kp - katapin, M - maleinska kiselina.
Fluxes su niske temperature (temperatura upotrebe manje od 450 ° C) i visoke temperature (temperatura od koristi u više od 450 ° C). U zavisnosti od korozije metalnih soldered su podijeljeni u sljedeće grupe: neaktivna nekorozivni nekorozivan niske aktivnosti, malo korozivne aktivan, korozivne aktivni, visoko korozivne.
Da bi se izbjegla korozija veze montaže, korozivne ostataka, pa čak i malo korozivne fluksa moraju ukloniti odmah nakon lemljenja. Uklonite tečnosti tečnostima u kojima se rastvaraju. Za neke fluksne procese, to može biti organski rastvarači, za druge - vodu.
Najčešće ocene fluksa su date u Tabeli 4.6.


Pored fluksa, zaštitne tečnosti (na primjer, ŽZ-1, ŽZ-2, TP-22) se koriste za zaštitu ogledala rastopljenog nisko-temperaturnog lemljenja od oksidacije u livačkim i lemljenjim kupatilima. To su mešavina naftnih ulja sa organskim komponentama.
Kvalitet prirubnica i fluksa se određuje tehnološkim karakteristikama: koeficijent širenja (Kp) i vreme mokrega (t CM). Koeficijent Kp = S p / Sq, gde je S p područje koje koristi lemljenje; Sq - površinu neeljenog lemila u početnom stanju; t CM - vrijeme u kome se vrši kaljenje elementa za montiranje (ne sme biti više od 3 s).
Tehnologija lemljenja sa mekim i čvrstim vođicama, temperaturni režimi, uklanjanje topline.Tehnološki proces lemljenja se sastoji od sledećih operacija:
priprema površina povezanih elemenata za lemljenje; fiksiranje povezanih elemenata je čvrsto jedan prema drugom; primjena dozirane količine fluksa i lemljenja; zagrevanje delova na podešenu temperaturu i držanje određenog vremena; *
hlađenje spoja bez pomeranja dijelova koji su uključeni u njega;
čišćenje veze; kontrola kvaliteta lemljenja.
Meki (niskotemperaturni) priključci (pogledajte Tabelu 4.5) koriste se za električnu instalaciju opreme. Prema tome, režimi temperature njihove upotrebe zavise od dozvoljene temperature za one elemente koji učestvuju u instalaciji. Lemljenje se može obaviti pomoću lemilice ili u kupatilima sa rastopljenim lemljenjem. Kada se kaljenje i lemljenje rastopljenim lemljenjem, potreba za kupatilom povećava za svaku brendu leme prema formuli
tn = lim + (45 ... 80) ° C,
gdje t n - temperatura pričvršćivača, t HK - temperatura početka kristalizacije (prva cifra Mp u tabeli 4.5). Veličina viška (45 ... 80) ° C više t HK zavisi od mase proizvoda za lemljenje, vremena potapanja, fluksa koji se koristi i ograničenja termičkih efekata u skladu sa specifikacijama za ERE.
Da biste izbegli pregrevanje lemljenog ERE, koristite hladnjak, koji je fiksiran za vrijeme lemljenja na ERE priključcima.
Postoje i druge metode uklanjanja topline za individualno i grupno lemljenje ploča. Montažna ploča 2 (slika 4.10, a) ugrađen je u uređaj 5, napravljen brizganjem u obliku toplotnog bloka. U slučaju da postoje ugrađene opruge 6, koje su pritisnute od opruga 6, noseci nosač bakarne utičnice 4, koji imaju utore za provodnike. Montažna ploča 2 je ugrađena na ove hladnjače, tako da se terminali radijskih elemenata nalaze u utorima gnezda. Ploča je fiksirana u uređaju okretanjem ploče pritiska 1. Stoga, tokom individualnog lemljenja, hladnjak se izvodi od celog tela uređaja.
Pri grupnom lemljenju visećih elemenata na pločici, koristi se metoda hladnjaka, izvedena pomoću dijela aluminijske žice prečnika 3 mm (slika 4.10, b). Frakcija 3 se sipa u kavez 1, gde je montažna ploča 2 umetnuta pre spajanja grupe pomoću potapanja ili hidrostatičkog postupka. Na kraju lemljenja, izlazi se.
Čvrsti (visokotemperaturni) priključci se koriste za konstrukcijsko lemljenje mehaničkih spojeva u proizvodnji velikih delova (na primer, šasije, trupova itd.). Visoko temperaturno lemljenje mehaničkih spojeva vrši se u oblastima visokofrekventnih struja (HF), u pećima ili kupatilima sa rastopljenom so.

Indukciono lemljenje (HD).Tehnološki uređaj za indukcijsko lemljenje ili lemljenje pomoću visokofrekventnih struja (HF) je induktor, koji je spiralo od visoko-provodnog cevastog materijala kroz koji se pumpa rashladna tečnost ispušta. Kako služi oprema za lemljenje generatora HDTV. Obično indukcijsko lemljenje se koristi za povezivanje elemenata koji rade na mikrotalasnim frekvencijama, na primjer, mikrovalna talasovoda. Kvalitet veze je poboljšan procesom lemljenja u vakuumu ili zaštitnom gasnom okruženju (vodonik, azot ili njihova mešavina). Glavni nedostatak HDTV lemljenja je potreba za specijalnim uređajima za svaku montažnu jedinicu.
Lemljenje u pećimasa kontrolisanom atmosferom obezbeđuje jedinstvenost grejanja. Grejanje lemljenog materijala vrši se u aktivnom gasnom okruženju. U ovom slučaju, fluksiranje se može izbjeći.
Lemljenje u kadesa rastopljenom solom se koristi za sklapanje velikih proizvoda. Sastav taline izabran je tako da obezbeđuje željenu temperaturu i ima fluksni efekat na površine koje se spoje. Sklopljeni dijelovi za lemljenje (razmak između dijelova koji treba spajati mora biti u opsegu od 0,05 ... 0,1 mm) podvrgava se zagrevanju u peći na temperaturama od 80 ... 100 ° C ispod tačke topljenja pričvršćivača. Ovo je neophodno kako bi se izbjeglo djelovanje dijelova, kao i održavanje temperature u kupatilu. Nakon držanja u talini 0,5 do 3 minuta, deo zajedno sa uređajem se izvadi iz kupke i ohladi, a zatim temeljno opere vodom da bi se uklonio rezidualni fluks.
Grupne metode lemljenja.Metode grupnog lemljenja u proizvodnji REA klasifikuju se prema izvorima toplotne energije, što je glavni faktor u formiranju lemljenih spojeva (slika 4.11). Spajanje elemenata sa pin pinovima, koje se postavljaju na štampane ploče, pod uslovima inline proizvodnje vrši se pomoću dve metode: potapanja i talasa lemljenja.

Na Slici 4.12 prikazane su različite verzije grupnih metoda fascikle. Štampana ploča, pri spajanju za 2 ... 4 s, potopljena je u rastopljeni lemilica do dubine (0,4 ... 0,6) h, gdje h - Debljina ploče. Kao rezultat kapilarnog efekta, rupe za montažu se napunjuju lemljenjem (Slika 4.12, a). Simultani uticaj temperature na celoj površini ploče dovodi do njegovog pregrevanja i može prouzrokovati povećan rizik. Da bi se smanjilo područje djelovanja lemljenja, posebna maska (od papira ili fiberglasa) se zalepila na ploču sa strane za montiranje, u kojoj su obezbeđene rupe za podloge. Ostaci solventnog fluksa, koji su pali u lemljenje, intenzivno se isparavaju, što dovodi do lokalnih nečistoća. Da biste smanjili količinu ne-lemljenja, koristite lemljenje sa nagibom ploče (ugao 5 ... 7 °) (slika 4.12, b) ili nanositi na mehaničke oscilacije ploče frekvencijom od 50 ... 200 Hz i amplitudom od 0,5 ... 1 mm (slika 4.12, d, e). Dobri rezultati mogu se dobiti povlačenjem ploče preko ogledala leća (slika 4.12, c). U tom slučaju, ploča se instalira na uređaju pod uglom od 5 °, potopljena u lemljenje i ispružena duž njegove površine. Ovim metodom se postižu pogodni uslovi za uklanjanje proizvoda oksidacije.
Selektivno lemljenje(Slika 4.12, (e) obezbeđuje selektivno snabdevanje lemljenjem za delove koji se spajaju pomoću specijalnih mlaznica od nerđajućeg čelika. Između ploče i filtera nalazi se sloj otporne na gumu. Sa selektivnim lemljenjem, temperatura ploče i zagrevanje ERE-a su smanjena, potrošnja lemljenja se smanjuje, ali troškovi proizvodnje specijalnih spinnereta mogu biti znatni.
Lemljenje sa talasom lemljenjaje najčešći metod grupnog lemljenja. U ovom slučaju, ploča se direktno kreće linearno kroz talas talasa lemljenja. Njegove prednosti su visoka produktivnost i kratko vreme interakcije leća sa pločom, što smanjuje pregrevanje ERE i izobličenje dielektrika. Varijacija talasa lemljenja je kaskadno lemljenje (slika 4.12, g), u kojoj se koriste nekoliko talasa.
Visoke kvalitete lemljenja pruža metodu potapanja odbora u kadu u kojoj se nalazi rešetka sa ćelijama 0,2x0,2 mm, na primjer od nikla (ris.4.12, h). Kada dodir ploču za lem je prisiljen kroz rešetke ćelije i pod uticajem kapilarne efekta dolazi u razmak između elektroda i metaliziranim rupama. Kada se pomerate unazad, višak lemljenja je zategnut kapilarima mrežice, što sprečava pojavu "ledenica"

Oprema i alati: svrha, dizajn i način rada.U zavisnosti od vrste proizvodnje, lemljenje se obavlja pojedinačno sa grejanim lemljenjem ili različitim grupnim metodama.
Lemljenje sa lemljenjemkoristi se za električnu instalaciju u uslovima proizvodnje pojedinačne ili male proizvodnje.
Dizajn električnog grijača za lemljenje prikazan je na Sl.4.13. Željeni raspon temperature je opremljen pojedinačnim lem lemljenja toplotne karakteristike koriste: temperatura radnog kraju tip (tip 1, ris.4.13), stabilnost temperature koja se održava od termopar 4, moć grijača 14.

radna temperatura kraju vrh je postavljen na 30 ... 100 ° C iznad lem temperature topljenja, kao i tokom procesa lemljenja lemljenja temperatura vrha smanjuje se zbog topline tijekom troškove grijanja zalemljen dijelova. Preporučena snaga za lemljenje čipova 4 ... 18 W, PCB 25 ... 60 W, lemljenja žica (pojas) 50 ... 100 vati.
Za vrhove lemilice za lemljenje se koristi bakar, koji je prekriven slojem nikla da bi povećao otpornost na habanje. Sekvenca procesa lemljenja:fluks elemenata montažnog zgloba sa četkom navlaženom u tečnom fluksu; grijanje elemenata montažnog zgloba, dodirujući ih vrhom za lemljenje; ubacite štap lemila u zonu lemljenja; grijanje održavaju sve dok normalno širenje lem i popunjavanje sve praznine između spajanje površina.
Nakon što završite lemljenje prema detaljima, ne možete dodirivati punu otvrdnjavanje, lemljenje. Ukupno vreme lemljenja jednog montažnog spoja sa lemljenim gvožđem je 1 ... 3 s i ne može biti više od 5 s.
Ako je lemljenje i kalajisanje vrši ručno, potrebno je osigurati uklanjanje topline iz ERE, poluvodičkih elemenata, IC i dr., Koji su osjetljivi na njegove efekte (TU na te elemente). Hladnjaka u obliku stezaljke osiguran na elektrodama zalemljen lem elemenata između tačaka i kućište elementa. Po lemljenju, hladnjaci se uklanjaju ne pre više od 5 sekundi. Za ponovnu upotrebu, hladnjaci se menjaju ili hlade.

Galvanizacija instalacionog dijagramaprikazano je na Sl.4.14. Fee3 zaključke prethodno obložen fluksa, se montira na die 5. Svaka lokacija ima svoju lemljenje bradavica pauka rupu koja se mora poklopiti sa destinacijom. Ovaj fiksni položaj spona odbor 4. rastopljeni lem je 1 u volumenu, zatvoren sa svih strana, a njegova temperatura održava rastopljenom soli za kupanje srednjih 8 grije pomoću električnog grijača 9. Kroz bronze dijafragme 7 vibrator 6 obavještava rastopljeni lem na vibracije s frekvencijom od 100 Hz, što poboljšava kvalitet lemljenja. Priključak se napaja preko spinerera na tačke lemljenja spuštanjem klipa 2.
Wave lemljenje ožičenja dijagramaprikazan je na Sl.4.15. U kadi rastopljenog lem, koji temperatura se održava klorovodične kupka 2 sa grijačima 1 je postavljena na mlaznice krilne pumpe 4 pokreće motor pomoću osovine 3. visina talasa zavisi od brzine motora i njegove varijacije je uređeno.

Kaskadno lemljenjekarakteriše prisustvo vala nekoliko valova (ris.4.16) generira pragova 3 na nagnute površine osnove 5. Molten lem 8, pumpa 7 kroz prorez 4 konstantnom brzinom šalje u pragovima i kaplje dolje. Iz protoka u drugim pravcima, lemilica štiti bočne zidove 1. Kao iu prethodnim šemama, temperatura leme održava se solnim kupatilom 9 sa električnim grejačima 6.
Ovi tipovi lemljenja su najpogodniji za obimnu i masovnu proizvodnju ploča sa jednodelnim raspoređivanjem šarnira. Oni obezbeđuju kontinuirano kretanje ploča tokom lemljenja i lokalnog grejanja.

Načini lemljenja žica različitih brendova i preseka.Nakon tretmana, kao što je prethodno opisano, moraju se rukovati montažnim bakarnim žicama i jezgrima kablova koji nisu prekriveni. Odvojena žila žica nakon uklanjanja izolacije pre servisiranja mora biti izvrtana. Prilikom navarivanja žica i kablova, preporučuje se fluks na nanošenju na udaljenosti od 0.3 do 2 mm od izolacije. Neizlečeni dijelovi jezgre su dozvoljeni između izolacije i pocinčanog dela žice do 1 mm. Presek provodnika mora odgovarati struji opterećenja. Ukupna površina poprečnog preseka žica i provodnika ERE, koja je povezana sa kontaktom, ne bi trebala premašiti najmanju kontaktnu površinu kontakta.
Pri spajanju žica i vena kablova moraju se ispuniti sljedeći zahtjevi: ožičenje jedne od drugih mora se vršiti pomoću kontaktnih kontakata za električnu instalaciju. Opcije za pričvršćivanje žila žica i priključaka ERE-a na kontaktima različitih struktura prikazane su na slici 4.17:
u svakom lemljenom kontakt rupu dozvoljeno je lemljenje ne više od tri žice. U tom slučaju, svaka žica mora biti montirana u samu rupu, bez izvrtanja sa drugim žicama i ERE terminala. Ako je montažna rupa malena za lemljenje, neophodno je koristiti kontakte za električnu instalaciju; na stezne kontakte, žica mora biti fiksirana samo uz pomoć kablovskih ugaona (ne više od dvije žice po steznom kontaktu). Spojni kontakti moraju biti zaglavljeni bojom ili lakom;
žice malih presjeka (manje od 0,2 mm 2) treba pažljivo postaviti; Ožičenje mora biti obavljeno samo jednom, kako ne bi se prekinulo;
pogonska jedinica u obliku šarke stavljena je na ploču, ali ne sme biti žicanja žice izvan ivice; žica do mesta lemljenja mora se donijeti odozdo; vezanost povezivanja žice kontakte treba izvršiti tako da se dužina izloženih dijela skupštine dirigent iz žice izolacije lemljenja nije bilo više od 2, a ne manje od 0,5 mm (nakon lemljenja). Kada je razdaljina između kontakata manja od 5 mm, gola žica ne sme biti veća od 1,5 mm.

Povezivanje montažnih provodnika na priključke vijčanih priključaka vrši se na različite načine. Na jednom od njih, prstenovi su napravljeni od odvojenih i ozračenih jezgara prečnika žice veći od prečnika vijka (slika 4.18, a). U drugom postupku, kablovske rupe sa otvorima za vijke pričvršćene su za žice žica spajanjem, zavarivanjem ili presovanjem (slika 4.18, b).
Postavljanje žica u kablovsku rupicu vrši se u sledećem nizu: na žicu se postavlja električna izolaciona cev sa unutrašnjim prečnikom jednakom spoljašnjem prečniku žice; žičana vena nakon sečenja i luženja ubacuje se u vrh; Vrh konusa se stisne i spoji na jezgru žice od unutrašnjosti do nogu; Zaptivali su sledeće jezičke na izolaciji žice; na vrhu vrha stavite izolacionu cev
(Fig.4.18, b).

Ultrazvučno lemljenje.Ultrazvučnim vibracijama uvodi u lem uništiti oksida na metalnim površinama, poboljšava vlaženje rastopljenog lem, lem kapilarna kapilarne žljebova promovirati otplinjavanje topljenja, što poboljšava kvalitetu zalemljene veze.
Kavitacija koja proizlazi iz dejstva ultrazvuka u lemljenju doprinosi uništavanju oksidnih filmova, a akustične struje prenose čestice oksida i kontaminanata, uklanjaju metal na oštrim ivicama kontakta. Oglyaschiesya područja od metala se lako zamagaju lemljenjem.
Lasersko lemljenje.Lasersko zračenje se razlikuje od drugih izvora elektromagnetne energije u vrlo uskom smeru. Koncentrirano grejanje sa fokusiranim snopom ima nekoliko prednosti, od kojih su glavne: beskontaktno snabdevanje energijom proizvodima uklanjanjem izvora iz grejnog objekta; mogućnost prenosa energije putem optički transparentnih školjki kako u kontrolisanom okruženju, tako iu vakuumu; grijanje različitih materijala bez obzira na električne, magnetske i sl. karakteristike u širokom spektru regulacije i kontrole parametara lemljenja. U zavisnosti od karakteristika dizajna i mase proizvoda za lemljenje, kao i karakteristika materijala koji se povezuju, koristi se različita oprema različite snage.
Zahtevi vezani za pričvršćivanje, kontrola kvaliteta.To
spojevi za lemljenje podležu sledećim zahtevima:
kod fluksa, fluks ne sme biti dozvoljen za ulazak u ERE i kontaktne delove električnog priključka;
oblik lemljenog spoja mora biti spojen sa okruglim spojevima (slika 4.19) i bez viška lemljenja. Trebalo bi omogućiti vizuelno gledanje kroz tanke slojeve lemljenja konture pojedinačnih elemenata ožičavanja koji ulaze u vezu;
površina čeljusti leme duž cijelog perimetra spojenog spoja mora biti konkavno, kontinuirano, glatko, sjajno ili lagano matirano, bez tamnih tačaka i bočnih inclusions.

Kvalitet lemljenja se provjerava spoljnim pregledom, a kada je potrebno - korištenjem lupe. Dobro izvedeno lemljenje treba smatrati onima na kojima su jasno vidljivi konture dijelova koji se povezuju, ali sve rupe su napunjene lemljenjem. Lemljenje treba da ima sjajnu površinu bez pukotina, pukotina, oštrih kosina. Mogući tip defekta spoja spojnice prikazani su na Sl.4.4.

Mehaničku čvrstoću lemljenja verifikuje pinceta sa PVC cevčicama na njegovim krajevima (kada je to navedeno u TD). Snaga zatezanja duž osovine žice ne sme biti veća od 10 N. Zabrana je savijanja žice blizu mesta lemljenja. Nakon praćenja i prihvatanja, mesto lemljenja je obojen transparentnim lakiranim lakom.
Namena i upotreba kalajenja, automatizacija procesa lemljenja i prozračivanja.Visoki zahtjevi koji se postavljaju na fiksne spojeve dijelova i elemenata u ožičenju izvedenih metodom lemljenja zahtijevaju da se izvrši rad vrele štednje.
Uobičajeno toplo kaljenje elemenata ožičenja se vrši samo ako su nezadovoljavajuća lomljivost (potreba za kontrolom lomljivosti je postavljena u TD). Kod štavljenja, moraju biti ispunjeni sljedeći zahtjevi:
konzerviranje elektroinstalacionih elemenata (ERE terminali, kontaktne ploče štampanih ploča, metalizovane rupe, provodnik provodnika i sl.) treba u osnovi izvršiti iste spajalice kao što je kasnije lemljenje. Osetljiv na temperaturu ERE konzerviranog s spajalicama sa spuštenom tačkom topljenja. Kao i kod lemljenja, kada se ovi ERE-i koriste neophodno je koristiti hladnjake;
nanošenje fluksa na površine koje treba da se zrače tokom ručnog kalajenja treba izvoditi minimalno vrijeme koje je neophodno kako bi se osigurao površinski sloj lemljenjem. Sa mehaničkim kalajom, cela površina dodiruje lemljenje;
prilikom kalajenja, rastojanje duž dužine izlaza ERE od ogledala pričvršćivača do kućišta ERE ne sme biti manja od 1 mm (ili u skladu sa specifikacijom za ERE);
kada se ručno zaključavaju terminali ERE-a potapanjem u lemljenju ili pomoću lemilice za lemljenje, trajanje procesa ne bi trebalo da pređe vreme navedeno u specifikaciji za ERE. Kada nema takvog ograničenja, trajanje kalajenja se uzima ne više od 5 sekundi.
To Kategorija:
Proizvodnja radio opreme
Upotreba montažnih žica, kablova i uprta
Priprema montažnih žica počinje pravljenjem (poravnanjem) žice koja dolazi u postrojenje u zaljevima. Nakon toga, žica se preseca na komade potrebne dužine (navedene u tehničkoj dokumentaciji).
Prilikom instalacije, spajanje žica iz pojedinačnih sekcija nije dopušteno. Žičana marka, njegov poprečni presek i bojenje određuju se i tehničkom dokumentacijom.
Način pripreme montažnih žica zavisi uglavnom od obima proizvodnje. U pojedinačnoj proizvodnji, žica je rezana makazama ili sekačima na skali skale. U serijskoj proizvodnji, različiti uređaji i mašine se široko koriste za merenje žičnog sečenja, što značajno povećava produktivnost rada i tačnost ove operacije.
Na sl. 1 pokazuje škare dimenzionalni žice za rezanje imaju visoku produktivnost na preciznost smanjiti 0,5 mm. Makaze imaju pokretni i fiksni disk sa otvorima različitih prečnika, naglaskom i ručkom. U neoperativne položaju otvaranja makaze u diskove zbog prisustva proljeće i rezu operativni zatezne poklapaju. Presečivanje serije radnih predmeta prethodi postavljanjem zaustavljanja pomoću strelice do željene dužine; Čitanja se prave na vladaru sa podjelama. Zatim odaberite željenu rupu na disku za prečnik žice, prenesite žicu u nju dok se ne zaustavi; Pritiskom na dršku, čvrsto povezanom sa pokretnim diskom, se obrađuju dijelovi.

Fig. 1. Škare za merenje žičnog rezanja: 1 - pokretni disk, 2 - fiksni disk. 3 - upornjaka 4 - vladar -strelka 5, 6 - ručke, 7 - rezu 8 - proljeće
Sečenje i uklanjanje krajeva montažnih žica u masovnoj proizvodnji vrši se na posebnoj automatskoj mašini (Slika 2). Performanse ove mašine su 5500 žica na sat.
Nakon sečenja, montažne žice i kablovi se napajaju do završetka krajeva, koji se sastoji od sledećih operacija:
- skidanje krajeve izolacije i zaštita, uklanjanje oksida filma, žila, petljajući i fiksiranje svih izolacije.
Način zaptivanja zavisi od više faktora:
- brand koji se koriste žice ili kabela, dizajn karakteristike instalacije i njene deteley, radio opreme uslova rada, kao i obim proizvodnje.
Skidanje izolacije treba izvršiti na takav dužine koji osigurava pouzdanost pričvršćivanje kontaktnih živio na laticama bez nepotrebnog tehnološkog otpada. Praksa pokazuje da je za većinu spojeva dovoljno za skidanje kabla 7-10 mm. Nije moguće očistiti izolaciju pomoću noža, s obzirom da je moguće provoditi strujni provodnik žice.
Izolacija žice donekle određuje način uklanjanja.
Tekstilna, plasgikatovuyu i filmska izolacija se uklanja iz žica na jedan od sledećih načina:
- MAR sa žicama, MGVL, MGVSL, BPT -250 TM-250, PMA, PMOV (sa unutrašnja izolacija od stakloplastike) BPVL, MTSSL - metoda zarez na mašini:
- žicu MAR, MGVL, BPVL, PVL, PMA, PMOV (sa unutrašnjim izolacija pamučnih vlakana), PMVG, MGSHV, IPF, MOG - metoda elektroobzhiga na mašini istovremeno sa dimenzionalne praznine rezanje ili poseban uređaj, instaliran o sklapanju sto i pod kontrolom dvodelnih pedala ispod table.

Fig. 3. Mašina za sečenje i uklanjanje krajeva montažnih žica

Fig. 4. Sprečavanje izolacije sa kraja žice: 1 - izolacija, 2 žice
Uređaj ima stalak na kojem je armirano-UD koloni 3. Na desnoj strani kolona netremice ojačao pravo vilice 2, s lijeve strane spužva 1 na mesingu čaure slobodno klizi na stubovima. Za učvršćivanje izolacije u trenutku njenog uklanjanja služi kao rebrasti deo sunđera. Držači žica s bakarnim zatičnim držačima su pričvršćeni za sunđer-l. Isporučuje se napajanje pipa: grejači iz konstantne žice su fiksni
vijci. Vlasnicima prilogu CPNM uže pomoću kojeg možete kretati desno ili lijevo pokretne čeljusti, prebacivanje ili uzgoj sa grijači petlje na koju se napaja iz napona korak-down transformator 3-4. Pedale služe za postavljanje grejača u položaj u kojem se formira jaz između njih, gdje se provodi žica. Pritiskom na levu pedalu uređaja smanjuju se petlje grejača, čime se vrši otpuštanje izolacije. Klešta i noževi za sagorevanje električnih izolacija, koji rade na istom principu kao i opisani uređaj, bili su široko upotrebljeni u fabrikama. Izolacija pojedinačnih žica sa DGU, MGVL, MGVSL, BPVL, BPT -250, G1VL, G1MV, PMOV (sa unutrašnja izolacija od stakloplastike) MTSSL, LPL, MOG, TM-250 je uklonjen posebnim pincetom.
Izolacija emajla se uklanja:
- sa PET žicama, PEL - brušenje kože, strugač i ostalo;
- sa žicom PEV i TEM - potapanje krajeva žice u mravljinsku kiselinu, a zatim trljanje mekom tepomom;
- a žicom Lesho LESHD- i grijanje na vrhu plamenika plamena alkohol fluffy žica završava na svetlo-emisije i brzo slame potapanje u snagu alkohol ne manje od 94 °, a zatim brisanjem mekom krpom.

Fig. 5. Uređaj za uklanjanje izolacije od montažnih žica pucanjem: 1-pokretni sunđer. 2 - nepokretni sunđer. 3 - kolona, 4 - rack

Fig. 6. Klešta za uklanjanje izolacije sa krajeva montažnih žica

Fig. 177. Tongs za skidanje krajevima žica montaže 1 - gon, i 2 g -nozhi, Pen 4-, 6- stezaljke
Pored navedenih metoda, grejanje i mehanički uređaji se koriste za uklanjanje izolacije emajla.
Uređaj za grejanje je porcelanska cev na kojoj je navijen toplotni zavoj. Cev je pričvršćena na drvenoj ručki. Snaga se obezbeđuje pomoću step-down transformatora. Da bi se uklonila izolacija, krajevi žica se unose u porcelansku grejnu cev, emajl je spaljen.

Fig. 8. Mehanički uređaj za skidanje žica sa izolacijom emajla
Mehanički uređaji dizajnirani za uklanjanje izolacije od emajla uključuju uređaj sa metalnim četkama (Slika 8), koji se rotiraju električnim motorom u suprotnim pravcima. Koristeći postavke za podešavanje, možete podesiti razmak između četkica. Da biste uklonili izolaciju, kraj žice kroz rupu u zaštitnom poklopcu se vlaže na rotirajuće četke. Izolacija se uklanja za nekoliko sekundi. Mašina sa rotirajućim metalnim četkama može se koristiti za uklanjanje bilo koje vrste izolacije, uključujući gumu i staklena vlakna.
Stripper visoke frekvencije kablova RK primjenjivati automatski, pomoću kojih stao prelazi ukloniti izolacija od kraja kabla datih dimenzija u zavisnosti od kabla izgradnji. Sečenje krajeva visokofrekventnih kablova prikazano je na Sl. 179. Na prednjoj ploči mašine nalaze se gnezda, iza koje se nalaze vretena sa glavama, namijenjena za sečenje jednog sloja izolacije. Poluautomatski motor istovremeno upravlja svim vretenama.
Prvi sjedište i odgovarajući glave vretena dizajniran za skidanje izolacije vinil klorida, drugi - da biste uklonili zaštitni, treći za uklanjanje pamuk izolacije (metoda sinteriranje), četvrta - da smanji izolaciju od polietilena i IL-th _ za rezanje gumeni izolaciju. Prema tome, klorid izolirani kabeli vinil tretira u utičnice 1, 2 i 4, a uz pamuka - u utora 3, 2 i 5. Prilikom obrade integritet kablovi moraju biti pružena (bez zareza) dirigent, unutrašnja izolacija i zaštita. Dimenzije a, b, e, d (vidi sliku 9) su određene tipom konektora i moraju odgovarati skicama tehnološke karte ili crteža.
Oksidni film na golom delu provodljivog sloja oštetim strugačem (slika 10) ili tkaninom za mlevenje srednjeg zrna. Lomljena vena se tretira POS-40 lemljenjem od 5-7 mm od kraja.
Krajevi vanjskog kabla pletenice tekstilne RC-44 i RC-45 fiksni navoj №00, a zatim pokriti-rokleem prediva. Ako je potrebno na tin krajevima plašta kabela pletenice, oni su uronjeni u rastopljenom lem ili obluzhivayut electrosolderers.
Krajevi žice montaže nasukan, npr MAR, BPVL, MGVL i druge ranije uvrnuto. Za izvlačenje koristite poseban alat prikazan na Sl. 11.
Oguljeni kraj montaže žice se hranio kroz vodič rukav da kontaktira sa brzo rotirajućim stezanje opruga fiksira na vratilo motora.

Fig. 9. Sečenje krajeva visokofrekventnih kablova: a-kablovi RK, b-kablovi RK-44 (RK-45); 1-wire, 2-izolacija ovojnice -ekraniruyuschaya 3, 4 - plastikatovaya izolacija, 5-pamučni konac № 00. 6 - trkgtilnyaya pletivom
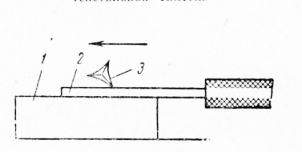
Fig. 10. Sprečavanje jezgra kabla iz oksidne folije: 1-metalni stoj, 2-žilni, 3-strugač
Oguljene i uvijeni krajevi žice povezivanja je vruće kalajisanje: elektrovannu uronjen u rastopljeni lem G10S-40 POS ili -61 za 1-2 sekundi. Preliminarno je mesto za kosenje prekriveno fluksom bez kiseline, na primer alkoholnim rastvorom kolena.

Fig. 11. Uređaj za izvrtanje žila žice prije zračenja 1 - vodilica, 2-stezni element, 3 - električni motor

Fig. 12. Osiguravanje izolacije nit žice (okletnevka): Konsolidacija u prvom krugu, drugi -ukladka naknadne naizmjenično - zatezanje skretanja i rezanje krajeva konca; 1-žičan, 2 - pamučni navoj br. 20

Fig. 13. Osiguravanje izolacije žice pomoću komada cevi: 1 - jezgro, 2 - polivinilhloridne cijevi, 3 - izolacije
Okletnevka se sastoji u namotavanju sloja navoja na izolaciji i odgovarajućoj fiksaciji (slika 12). Oketnevku obavljaju obojene pamučne ili svilene niti, koji su zatim prekriveni lepkom BF-4 ili nitro lakom. Korišćenje poluautomatske mašine omogućava mehanizaciju ovog procesa i dramatično smanjivanje labaratorije operacije.
Više produktivan i kvalitetan način ugrađivanje pamuk izolaciju na krajevima žice preko brtvljenje vinil klorida, gume ili linoksinovyh cijevi (sl. 13).
Da biste odrezali cevi potrebne dužine, koristite mašinu prikazanu na Sl. 14. Mašina radi na automatskom ciklusu. Produktivnost njegovih 300 hiljada praznina po smeni. Omogućava se rezanje cevi prečnika od 2 do 6 mm u dužine od 8 do 20 mm.

Fig. 14. Mašina za rezanje cijevi 1-vinil klorida cijevi, 2 i 5 - vodič rukavima, 3 - valjka 4 i 7 -shesterni, 6 - nož u -milaya brzinu 9 - fiksni blade, 10 - remenice
Glavni dijelovi stroja su dva zupčanika, od kojih je jedan pričvršćen nož 6, a drugi vratila prebaci pogon valjak 10. mali zupčanik 8 koristi, montiran na osovinu motora rotirajući brzinom n oko 6000! Min brzina za vožnju.
U rad cijevi mašina vinilhlorida se proteže kroz vodič bushing 2, i pada na prijenosni pogon valjak 10 se pritisne protiv gumene NIP valjak 3, i dalje hraniti u drugu vodič bushing 5 i na kraju na oštrice fiksnog noža 9. Na svaki revoluciju rotirajućeg noža vinilhlorida cev je odsečena. Podešavanje dužine sečenih cijevi vrši se odabirom valjka sa zamjenljivim čelika sa oštrim ukrštanjem.
Nitroblank je napunjen žicom dužine 8-10 mm (slika 15).
Kada postavljate krajeve pletenice žica BPVL, MGVL i MGVSL nitrovarnish ili okletnevkoy pleteni unaprijed pomak 3-5 mm od reza PVC izolacijom i višak rasuta duž žice.

Fig. 15. Fiksiranje žičane izolacije sa nitrolatom: 1-žilni, 2-nitro-lak, 3 - izolacija
Prilikom skidanja izolacije od žice i BPVL MGVL elektroobzhigom krajeve pletenice pečeni sa unutrašnja izolacija, tako da nema potrebe da ih popraviti.
Tekstilna izolacija PVL žice se uklanja na duzini od 8-10 mm od mesta rezanja gumene izolacije.

Fig. 16. Završetak kraja zaštićene žice: 1 - jezgro, 2-izolacija, pletenica od 3 štita

Fig. 17. rezanja kraj žice BPVLE (BPSHE, MGVLE, MTSSLE): 1-wire, 2 - plaetikatovaya izolacija 3 - tekstil pletivom
Krajevima zaštita pletenice se rezati škarama montaže 20 mm, ovaj pomak regija pletenice, pletenice se reže po dužini u 20 mm i uredno obrubljen oko je rezati je bila glatka i bez vire vene.
Prekid krajeva zaštitnog pletiva vrši se na nekoliko načina:
- povlačenjem kraja žice kroz rupu napravljenu u pletivu i povezivanjem slobodnog kraja pletenice sa telom;
- pričvršćena za pletenje dodatne žice; navijanje pletenice gole konusne žice i naknadno propaykoy ovo mesto;
- pričvršćivanje štiti pletenice i tekstilnoj nit sa naknadnim slojem nitrokleem i brtvljenje sredinom zaštita žice MAR (Ova metoda se koristi za kratke žice).
U prvom slučaju, postupite kako slijedi: kraj pletenice širi, prebacujući na desno i na udaljenosti od 20 mm od kraja žice rade pleteni rupe 3-4 mm u promjeru; kroz ovu rupu sa navojem kroz žicu i uklonjen iz pletenice, a pletenica je izvukao slobodan kraj i na izlazu mjestu čvrsto pritisne protiv izolacije žice. Kraj zaštitne pločice se koristi za povezivanje sa kućištem. U slučaju da je pletenica je prekratak, do kraja zaštita Flaster segmenta mm gole promjer žice 0,5-0,8 mm, čiji je kraj dužini od oko 4 do 6 mm se uvode u pletenice kraju, je uvijen i zalemi lem PIC -40 . Na sl. 188 prikazuje uzorak takvog pečata.

Fig. 18. Prekidanje uzemljenog kraja zaštitne pletenice: 1 - MM žica. 2 - pletenica za projekciju, 3-nitrokelularna

Fig. 19. Podpayka dodatne žice na zaštitu pletenicu 1 - živjeli 2 -plastikatovaya izolacije 3- nitroceluloznog lak, 4 - MAR žica 5 - PVC-lovyaya cijev (ako je potrebno izolirati pleteni štit) 6 - štiti Braid, 7 - Pamučni konac Br. 20, 8 - tekstilna pletenica
Metoda lemljenja dodatne žice za zaštitnu pletivu prikazana je na Sl. 19. Stavite polivinil-hloridnu cev na pleteninu i na njega napravite klinast oblik. U ovom trenutku, pleteni Flaster lem UPOV -33 feathered kraju dužine žice 40 MAR 50 mm presjek od 0,35 mm2. Nakon toga, lemljeni i kraj zaštita prebacuje s tekstilnim kraju pletivom je fiksna № nit 20 i obložene vlakana-rokleem.
Metoda navijanja dodatne žice na zaštitnu ploču je prikazana na Sl. 20. Na kraju pletenice čvrsto je zavijena 2-3 obrtaja golene kalajisane žice MM 0,5 mm u prečniku. Jedan kraj ove žice je presovan sa kleštima za pričvršćivanje, a druga (duga 40-50 mm) je slobodna. Okret žice je spajalica na pletenica spajanjem metode lemljenja POS-33. Na slobodnom kraju gole žice trošenje linoksinovuyu cijevi i čvrsto zatvorena lemljenja mjesto izolacijskog cijevi segmentu 15-20 mm.
Konci zaštitnih i tekstilnih pletenica su pričvršćeni nitima i nitrocelulozom. Žabljeni kraj MHV žice je lemljen do sredine štitnika štitnika sa POP-33 lemljenjem. U zaštićene žice trošenje vinil klorida cijevi i slobodan kraj lemljenje žica prolazi kroz prethodno napravljen prorez u sredini cijevi, a zatim izvukao.
Tipično, instalacione žice, postavljene u jednom pravcu, vezane su u zajedničku traku sa pamucnim ili lanenim nitima. Ožičenje kablova karakteriše povećana mehanička snaga, smanjuje disperziju vlastitog kapaciteta kola i smanjuje kompleksnost instalacionih operacija.

Fig. 21. Prekid kraju zaštita zajedno s tekstilnim pletenica 1 - nitrokley, 2 - tekstil pletenice, 3 - Pamučni konac № 20 4- zaštita oplegka

Fig. 22. lemljenje žice na dodatni zaštitni plašt 1 MAR-wire sekcija od 0,35 mm2, 2 -ekraniruyuschaya pletenica, 3- PVC cijev
Uzorak konopca se pravi u fazi projektovanja uređaja. Preporučuje se sledeća procedura. Na potpuno sklopljenoj i pripremljenoj za montažu šasije prema dijagramu instalacije i tabelu ožičenja priključite žice. Krajevi žica su pričvršćeni na kontaktnim leđima i označeni. raspored ožičenja su takvi da pojas nije spremna da je ležao na zakovica (matice, vijci, konzole, itd ...), i ako je moguće ne ometaju pristup do njih; Pored toga, izolacija žičane mreže ne sme da dodirne kontaktne vijke blisko razmaknutih dijelova.

Fig. 20. Žice za namotaje na pomoćnom pleteni štit 1 daha, 2- izolator 3 - polihlorvinile ruke cijevi ili citat, 4 viđenje-MAR Niemi presjek 0,35 mm2 ili žice MM i 0,5 mm 5 - PVC cijevi (ako Dimo q.s. za izolaciju zaštitne pletenice) 6 - pletenica štitnika
ožičenje izolaciju na mjestima prolaza kroz otvore na kućištu i ekrani štite PVC cijevi, brtve, kao i specijalne gume čaure (klipova) i izolatora.
![]()
Fig. 24. Pričvršćivanje navoja na plaži: 1 - žica, 2 - pletenica

Fig. 23. Ožičenje žica u pojasu: I-žica, 2-pleteni, 3-žičani uprtač, 4-nit
Prvo postavite kratke žice i najzad najduže, tako da drugi oblikuju lice paketa. U sredini snopa su postavljene zaštićene žice, koje nisu zatvorene u polivinilhloridne cijevi. Ako TU u pojasu obezbeđuje rezervne žice, postavljaju se na vrhu najduže dužine trake.
Budite sigurni da pruži zaliha duljine žice na konsolidacije (20-25 mm na oba kraja), a rezerve za ponovno osigurati kraju žice u slučaju lomova. Dakle, pored udaljenosti između tačaka priključka žice, u pravcu njegovog polaganja dat je još 40-50 mm. Pre fiksiranja drugog kraja izmerite dužinu žice, a rezultati se snimaju u tabeli montažnih priključaka.
Nakon postavljanja trake, žice su vezane snažnim navojem pomoću zakrivljene igle; Petlje treba da bude pleteno sa naponima u redovnim intervalima (ne više od 20 mm), kao i na graničnim tačkama žica (Slika 23). Osigurajte početak i kraj navoja, kao što je prikazano na Sl. 24.
Kada je vezivanje snopa završeno, on se uklanja sa uređaja i upravlja na ravnoj površini; Grane snopa, locirane u različitim ravninama, su savijene 90 ° u ravninu glavnog dela snopa.

Fig. 25. Skica skupa
Zatim se traka za vreću stavlja na papir sa crtežima na licu prema dole i vuče u punoj veličini.
Eksiz pojas se koristi za proizvodnju prototip predložak koji predstavlja šperploča izvući tome pojas i prešao u relevantnim mjestima igle (Sl. 26). Po knit obrazac iskusni pojas, raspored ožičenja na predložak početi sa zamjenom i duge radne žice i završiti kratkih tona. E. Nanesite obrnutom redoslijedu i nazad kabelskog svežnja izgled slike. Ovo je učinjeno kako bi se uperio prikladniji izgled: čvorovi napravljeni na pojasu neće biti vidljivi nakon postavljanja u uređaj.
Iskusno uprtač se proverava postavljanjem na šasiju instrumenta, identifikovanjem i ispravljanjem netačnosti. Korekcije se vrše u skici uprta i tabele montažnih priključaka. Radni šablon se proizvodi na korigovanoj skici sundže.
U masovnoj proizvodnji pojasevi su napravljeni kako slijedi: zgrada žice, poslednji sweep, kalajisanje i brtvljenje krajeva, stavite na predlošku prema tabeli vezu koja sadrži informacije o brendu, sekcije, serijski brojevi i boje žica. Polaganje žice počinje sa pričvršćivanjem na početni pinski.
Zatim, žica pojas položili duž spoja savijanjem ga na ugaoni vijaka, osiguranje i završiti konačni ukosnicu. Početni i završni klinovi imaju isti broj. Kada su sve žice položene, vezane su sa nitima od lana. Vezani izvadak je uklonjen sa šablona i sonda se proverava za ispravno postavljanje žica. Uzorci žigova prikazani su na Sl. 27.
U slučajevima gdje je mehanička čvrstoća i otpornost na vodu pojaseve zahtjevnije, vezali ki Pernod trake i impregnirana sa lakom.
Elektrifizovani obrasci koji se široko koriste u radio-postrojenjima su pogodniji u radu; značajno smanjuju labaratornost procesa proizvodnje uprtaća i smanjuju mogućnost sklapanja braka.

Fig. 26. Uzorak za postavljanje uprtaća
U elektrificiranom šablonu, završni klinovi se zamenjuju pritiskom na dugmadima u kojima su postavljena zelena signalna svetla. Ponekad se sijalice nalaze pored stezaljki u blizini digitalne notacije krajeva montažnih provodnika. Tabela sa vezama postavljena je na šablonu. Pored označavanja svake veze, crvena indikatorska svetla su instalirana. Instalacija se napaja naponom koji odgovara naponu signalne lampe.

Fig. 27. Pribor
Polaganje montažnih žica na elektrificiranom šablonu je sledeće. Kada je šablon uključen, upalju se dva zelena svjetla na priključcima, između kojih je potrebno provjeriti prvu žicu. Da biste fiksirali kraj žice, pritisnite dugme za stezanje, otvarajući žljeb u kojem je žica rana, zelena signalna lampica se gasi. Nakon postavljanja žice duž konture konoplje, popravite drugi kraj; zeleno svetlo drugog dugmeta se isključi, ali crvena kontrolna lampica na priključnoj tabli svetli, što ukazuje na to da je žica pravilno usmerena. Istovremeno lit dva zelena svjetla tipki, klipova koji vam je potreban kako bi se otvorio žice sljedeće montaže, i tako dalje. D. Ako je instalacija pravilno postavljen, će spaliti samo kontrolirati crvene šape veze sto.
U nekim radio stanicama razvijene su mašine za postavljanje snopova.
Žice u snopove i-Bay kablovi označene koristi izolovane žice različitih boja, oznake različitih nitroenamels boja, vrhovi u boji ili brojevima PVC cijevi, skida etikete, ljepilo PVC traka na kojima se cifre (bend obilježavanja ljepljiva traka se nanosi na žice i žice kabl u 1,5-3 okreta).

Fig. 28. Tipična šema elektrifiziranog šablona
TEHNOLOGIJE PROIZVODNJE ELEKTRIČNIH HARNESSA U ovom trenutku postoje visoki zahtevi za kvalitet montaže i pouzdanosti. Shodno tome, svaka jedinica i deo automobila moraju ispuniti ove uslove. Komponenta automobila je ožičenje (provodnik kablova). Naramenice - gotov proizvod koji se sastoji od vezanih zajedno u paketu pojedinačnih žica, krajevi koji su ojačani sa kontaktima koje će staviti na ili jastučići su zaštitni elementi (cijevi, gumene kape, pokriva). Žice u niti se drže zajedno: ljepljive zavoje PVC trake, vezice (nazubljeni ogrlice od termoplastičnih polimera); toplotno skupljive cijevi. Savremeni automobil ima uprtaća sa ukupnim brojem dužine žica od oko tri stotine (a često i više) ojačanih raznim kontaktima. Pouzdanost ovako kompleksnog proizvoda zavisi od nekoliko faktora. Pre svega, ovo su povećani zahtjevi za kvalitet komponenti i materijala. Ono za šta utiče izbor dobavljača i ponašanje dolazeće kontrole. Sledeći faktor je upotreba moderne visokokvalitetne i precizne opreme za proizvodnju i kontrolu koja zadovoljava zahteve međunarodnih standarda. I konačno, najvažniji faktor pouzdanosti su stručnjaci uključeni u proizvodni proces. Njihov kvalitet i pouzdanost zavise od njihove profesionalnosti. Automobili pojasevi mogu se podijeliti na: u ożićenja visokog i niskog napona (baterija i starter žice obično usamljeni, rijetko - koji se sastoji od 2-3 žice).
Savremeni automobil ima uprtaća sa ukupnim brojem dužine žica od oko tri stotine (a često i više) ojačanih raznim kontaktima. Pouzdanost ovako kompleksnog proizvoda zavisi od nekoliko faktora. Pre svega, ovo su povećani zahtjevi za kvalitet komponenti i materijala. Ono za šta utiče izbor dobavljača i ponašanje dolazeće kontrole. Sledeći faktor je upotreba moderne visokokvalitetne i precizne opreme za proizvodnju i kontrolu koja zadovoljava zahteve međunarodnih standarda. I konačno, najvažniji faktor pouzdanosti su stručnjaci uključeni u proizvodni proces. Njihov kvalitet i pouzdanost zavise od njihove profesionalnosti. Automobili pojasevi mogu se podijeliti na: u ożićenja visokog i niskog napona (baterija i starter žice obično usamljeni, rijetko - koji se sastoji od 2-3 žice).  Tehnološkog procesa proizvodnje žice pojas je podijeljena u nekoliko osnovnih operacija: rezanje žice, skidanje izolacije sa krajeva žice, žičane armature papučice ili igle, žice obveznica u snopove (uparen), instalacija odvojive konektora, osiguranje kvaliteta. Da bi bilo jasno iz koje komponente čine pojaseve, a na koji bi se oni koriste u njihovoj proizvodnji, pokušali smo dati detaljan opis osnovne operacije izrade žice odijela i vrste opreme, dok je u upotrebi. Za bolje razumijevanje sekvence bilo pojas skupštine u ovom poglavlju, uvodimo opštu strukturu koncepata pojas koji će se kasnije susreću u tekstu. Uprta se može podijeliti na dijelove i dati im imena.
Tehnološkog procesa proizvodnje žice pojas je podijeljena u nekoliko osnovnih operacija: rezanje žice, skidanje izolacije sa krajeva žice, žičane armature papučice ili igle, žice obveznica u snopove (uparen), instalacija odvojive konektora, osiguranje kvaliteta. Da bi bilo jasno iz koje komponente čine pojaseve, a na koji bi se oni koriste u njihovoj proizvodnji, pokušali smo dati detaljan opis osnovne operacije izrade žice odijela i vrste opreme, dok je u upotrebi. Za bolje razumijevanje sekvence bilo pojas skupštine u ovom poglavlju, uvodimo opštu strukturu koncepata pojas koji će se kasnije susreću u tekstu. Uprta se može podijeliti na dijelove i dati im imena. - Cev za upute je deo snopa sa najvećim brojem žica sastavljenih u snopu.
- Ogranak - snop žica odlazeći iz prtljažnika ili drugih grana.
- Tačka grananja je tačka razdvajanja dva ili više snopova žica pod nekim uglom (uglovi).
- Savjeti - elementi koji omogućavaju montiranje i demontažu uprtaća sa hladnim kontaktima.
- Priključni uređaji - uređaji zajedno sa terminalima omogućavaju istovremeno povezivanje jednog ili više parova "pin-utičnice".
- Zaštitni elementi - gumeni proizvodi dizajnirani za mehaničku i hemijsku zaštitu tačke priključka konektora ili priključnog uređaja sa uređajima i ostalom električnom opremom vozila.
Proizvodnja snopa 21. veka zahteva nove tehnološke pristupe u proizvodnji žičanih snopova. TERMOPRO nudi nove tabele za montažu za postavljanje i vezivanje MONOLIT provodnika, koji su dizajnirani da zamene zastarele šperploče u domaćim preduzećima.
Deprecated Solutions
Postojeća rješenja su listova šperploča, papir premazan sa strukturnim dijagram pojas i igle čvrsto montiran u čvornih tačaka orme.
Novo rešenje za proizvodnju štapova
Nove tabele za priključke MONOLIT su izrađene od ruskog aluminijumskog profila. Povećana čvrstoća rama obezbeđuju se lijevani, ugaoni pojačavači. Čvrst dizajn stolova za proizvodnju snopa dopunjuju elementi za brzu zamjenu montažnih plaza.
Kompaktna verzija stola
|
Nagnut dio sekcije za polaganje i pletenje kablova 2000 x 1500 mmVrlo čvrst i čvrsta konstrukcija, ali zbog visokog kvaliteta točkovi sa skupštine blok-stol za žice pojaseve može biti premještena u bilo gdje u radnji za nekoliko minuta. Da biste promenili radnu platformu potrebno je ručno odvrtati samo 4 matice, što traje ne više od jednog minuta. |
|
Isti nagnuti sekcioni stol za polaganje i pletenje snopova(podešavanje nagiba - horizontalno ili 60-80 stepeni od horizontalnog). |
|
Ista tabela za raspored i parenje snopova sa spuštenim podkonstrukcijomDve povezane stolove. U proizvodnji kablovskih snopova, takve tabele mogu se kombinirati u grupe od nekoliko komada za vezivanje dugačkih snopova. |
|
Horizontalna sekciona tabla za raspored i vezivanje provodnika je svake dužine.Tablice sekcija za proizvodnju snopova velike dužine isporučuju se na podesivim nosačima i kombinovane u monolitnu strukturu direktno u proizvodnoj sobi. |




Fleksibilno rešenje
Naramenice proizvodnju prenosivi trgovima dvije vrste povećava fleksibilnost u proizvodnji žice snopova, i smanjuje period zastoja prilikom prelaska na proizvode sa drugačiju strukturu pojas.
Ruska proizvodnja
Kompanija TERMOPRO proizvodi savremene stolove za proizvodnju upaljača u skladu sa zahtevima vašeg projektnog zadatka. Spremni smo da prilagodimo dostupna rešenja za vas. Ne postoje ograničenja dimenzija tabela - dužine, širine, visine. Mi ćemo to učiniti - koliko je zgodno za vas!
Slanje dobrog rada bazu znanja je jednostavno. Koristite obrazac ispod
Studenti, diplomci, mladi naučnici koji koriste baze znanja u svojim studijama i radu bit će vam zahvalni.
Objavljeno na http://www.allbest.ru/
1. Tehničke karakteristike proizvodnog objekta
Tehničke karakteristike proizvodnog objekta, na koje se ovaj proces razvija, je proizvodnja snopa.
Opšte informacije o upuštanjima i tehnologiji njihove proizvodnje
Ožičenje je električna instalacija EVA jedinica koristeći volumetričke izolovane žice kombinovane u snopu.
Dizajn traka je određen karakteristikama okvirnih konstrukcija i zahtevima za održavanje i popravku opreme. Pojasevi se dijele na interkonekta i vnutriblochnye, koji, pak, podijeljeni u stan, obimne, s mobilnim grane.
Razgraničite ih i stepen složenosti: broj grana i zatvorenih grana. Priključivanje se vrši uz pomoć instalacijskih žica i kablova raznih vrsta i namena. Izolacija žica mogu biti od najlona vlakna prediva (MSHDL, MGSH, MGSHD) ili fiberglasa (MGSL, MGSLE); PVC (PMA, MAR) i vlakana polihlornivinilovoy (MSHV, MGSHV, PBL) u obliku plastične korice od polivinil klorida (UGS, MPKSH); gume (LPRGS, PRP, APRF, PWG) i fluoroplastične (MGTF). Izbor izolacije određuje se električnim naponom i uslovima rada opreme.
Pri normalnoj temperaturi i vlažnosti korištena je žica sa vlaknima ili PVC izolacijom, pri povišenoj temperaturi i vlažnosti - sa izolacijom od fiberglasa ili fluoroplastike.
U slučaju potrebe za zaštitom od spoljnih elektrostatičkih polja, ugradnju se vrši zaštićenim žicama i kablovima sa obaveznim uzemljenjem svakog ekrana.
Dio instalacionih žica i, prvenstveno, gumenom izolacijom isporučuju se provodne provodne žice. Ovo zadržava električni otpor i mehaničku otpornost bakarne žice locirane u gumenom ili vulkaniziranom gumu i ubrzavaju pripremu žica za montažu i lemljenje.
Prilikom projektovanja, tolerancije za parametre uprtaća mogu se odrediti analitički. Prilikom izračunavanja lanca veličine, uzmite žicu sa rezervom za lemljenje i nadoknadite krivine u kontaktnim vezama. Odbijanja veze za zatvaranje moraju uzeti u obzir tolerancije na geometrijske dimenzije rama, pričvršćivanje - snop, dužinu žica u rasporedu, ugradnju tehnoloških igala na šablonu.
Početni dizajn konstrukcije užadi se vrši na sledeći način. Na montiranom ramu postavite žice prema instalaciji ili konceptu. Krajevi žica su označeni sa obe strane oznakama koje označavaju broj rute (^ -2; 1 -6; 3 -5 itd.), nakon čega se njihova dužina mjeri i podaci se unose u tablu montažnih priključaka.
Skica se koristi za izradu šablona i. naročito, da bi se odredila lokacija tehnoloških igala. Na šablonu se sklapa sklop testnog snopa, a nakon njegove instalacije na okvir, šablon je ispravljen.
2. Analiza tehnologije
Tehnološki dizajn je dizajn koji je, uz minimalne troškove, najjednostavniji u proizvodnji. Tehnološki dizajn treba da sadrži:
1. Najšire moguće korišćenje standardizovanih jedinica, standardizovanih i normalizovanih delova komponenata;
2. Možda manje detalja o izvornim i složenim oblicima i različitim imenima, kao i veću ponovljivost istih delova;
3. Stvaranje racionalnih delova sa lako dostupnim površinama za obradu i dovoljno rigidnošću kako bi se smanjio intenzitet rada i cijeni čitavog proizvoda;
4. Racionalnost treba da bude zadavanje tačnosti veličine i klase površinske hrapavosti;
5. Prisustvo detalja na osnovnim površinama;
6. Najaktivniji način za proizvodnju praznih delova (odlivci, štancanje dimenzijama i oblicima, moguće bliže gotovim dijelovima, odnosno obezbeđivanje najvišeg koeficijenta upotrebe materijala i najmanju težak rad);
7. Potpuno eliminisanje ili eventualno manje upotrebe montažnih i montažnih radova tokom montaže izmjenom dijelova i mehanizacije, automatizujući montažni rad;
8. Pojednostaviti montažu i mogućnost paralelne montaže u vremenu i prostoru pojedinih delova proizvoda;
9. Dizajn treba lako montirati i rastaviti, a takođe omogućiti pristup bilo kom mehanizmu za podešavanje, podmazivanje, popravku.
Razvijen dizajn je tehnološki, jer obezbeđuje:
1. Možda manji broj delova originalnog i složenog oblika i različitih imena, kao i veća ponovljivost istih delova;
2. Stvaranje racionalnih delova sa lako dostupnim površinama za obradu i dovoljno rigidnošću kako bi se smanjio intenzitet rada i troškovi čitavog proizvoda;
3. Pojednostavljena montaža i mogućnost paralelne montaže u vremenu i prostoru pojedinih delova proizvoda;
4. Potpuno eliminisanje ili eventualno manje upotrebe montažnih i montažnih radova tokom montaže izmjenom dijelova i mehanizacije, automatizacija montažnih radova.
3. Tehnološki put proizvodnje pločice
Tehnološka ruta za proizvodnju uprtača je sledeći redosled operacija:
1. Pripremni rad
2. Sadržaj paketa
3. Priprema montažnih žica
4. Raspored žica na šablonu
5. Prorez kabla
6. Kontrola
4. Detaljan opis glavnih operacija
1. Pripremni rad
2. Sadržaj paketa
3 . Ppriprema montažnih žica
Priprema instalacionih žica se sastoji od sledećih operacija: dimenziono sečenje, uklanjanje izolacije i zaptivanje krajeva žica, obeležavanje, održavanje i uvijanje žice. Ako tehnološki proces obezbeđuje neprekidan raspored žice na šablonu, onda se nakon formiranja snopa vrši sečivanje, uklanjanje izolacije i zaptivanje krajeva.
Ručno sečivanje žice vrši se jednostavnim alatima (makaze, sečiva), određivanjem dužine žice prema šablonu ili korišćenjem ravnača. U serijskoj proizvodnji, ova operacija je automatizovana. Univerzalni su automatske mašine za dimenziono sečenje i istovremeno uklanjanje izolacije sa krajeva žice.
U zavisnosti od vrste izolacije, koriste se različite metode uklanjanja: rez , električno paljenje ili termičko omekšavanje sa naknadno mehaničko zatezanje izolacije i određeni načini zaptivanja krajeva žice.
Tekstilna, plastična i filmska izolacija uklanja se rezanjem ili električnim sagorevanjem. Uklanjanje višeslojne izolacije ima niz karakteristika. Dakle, u prisustvu stakloplastike, spoljašnja plastična izolacija se uklanja električnim paljenjem, a unutrašnje (stakleno vlakno) se isečkane, prepletene i rezane na udaljenosti od 1 mm od kraja spoljne izolacije. Spoljašnje tekstilne pletenice zahtevaju sečivo po završetku žica. Na primer, između pamučne pletenice i žice ostavlja se komad (3-10 mm) polivinilhloridne ili gumene izolacije. Kraj pletenice je pričvršćen ljepilom, izolacijskom cijevi ili nitnim trakom prekrivenim ljepilom.
Lečenje toplotno otporne fluoroplastične izolacije vrši se električnim grejanjem na povišenoj temperaturi filamenta. U ovom slučaju se otpušta otrovni gas - fluor, koji se mora ukloniti sa radne površine pomoću usisnog sistema.
Čišćenje treba da sačuva kvalitet izolacije koja se ne može ukloniti, isključiti rez ili ukrštanje vena koje nosi struje i biti dovoljno produktivna. Pored mašina za sečenje žica i uklanjanja izolacije razvijeni su posebni uređaji za termomehaničku uklanjanje. Njihovi glavni radni elementi su noževi za filament i sunđer.
Navoja gori izolaciju kada žica rotira oko svoje ose. Spužve su nosač žice prilikom spaljivanja izolacije, zaštita od habanja i navoja od mehaničkih oštećenja, pružaju navoj zajedno sa izolacijom navoja. Radne ivice čeljusti imaju poluprečnik zaokruživanja od 0,08 mm i polirani su, što će eliminisati rez i prekid žive provodnika. Stezaljke za izolaciju - mogu biti opremljeni priključnim uređajem za vakuum sistem za usisavanje toksičnih izolacionih proizvoda. Termomehanički metod omogućava uklanjanje izolacije u jednom koraku od žica s poprečnim presekom od 0,07-0,35 mm 2.
Za instalaciju koristite zaštićene žice i koaksijalne kablove radiofrekvence koji imaju spoljašnji polivinilhloridni premaz na vrhu zaštitne pletenice. Odvajanje sloja zarezom je težak i ne obezbeđuje kvalitetno sečenje krajeva.
Termomehanička metoda omogućava uklanjanje plastične izolacije u roku od 2-3 sekunde bez oštećenja pletiva.
Spuževi noževi , opremljeni grejačima, prodiru kroz izolaciju i pokrivaju prečnik zaštitne pletenice. Područje izolacije unutar sunđera se zagreva i proširuje, što olakšava njegovo uklanjanje povlačenjem s kraja žice.
Daljnje razdvajanje krajeva zaštićenih žica se sastoji u uklanjanju zaštitne pletenice na određenom području. Jedan od načina za uklanjanje jeste kružno odsečivanje pletenice pomoću para za rezanje matrice
Radni deo udarca se pravi u obliku konusa, koji prolazi kroz sferu, što mu omogućava da se lako kreće unutar pletenice i obezbeđuje glatko presecanje kraja ekrana na oštrim ivicama kalupa . Metoda se realizuje pomoću različitih uređaja namenjenih za isključivanje za 3-4 sekunde.
Postoje i drugi načini za uklanjanje zaštitne pletenice: zavrtanj sa rotirajućim mlinovima i noževima, odrezivanjem zatezanja prstena pletenice.
Da biste uklonili kraju izolirane žice kroz štiti pletenicu oštrim predmetom guranje Gilles: korice i kroz otvor vuče žice. Najčešći alat je urezana igla koja je umetnuta sa kraja zaštićene žice između pletenice i izolovane žice. U određenom trenutku, razmak između iglica se razdvoji od strane pletenice, a kraj žice se povlači pomoću igličnog oka. Ova operacija se ručno vrši 3-4 s, usmeravajući iglu jednostavnim uređajima.
Brtvljenje krajevima zaštićeni žica se temelji štit ili pletenica fiksiranje kraj u odnosu na žice, uzemljenje se postiže dodavanjem na slobodnom kraju pletenice elemenata lešina podpaykoy dodatne dirigent overlay bend golog kalajisane žice, a zatim svoje vara. Lamele su zaštićene izolacionim cevima.
Nije uzemljenje plašta je ugrađen između dva izolaciona cijevi, stavljajući jedan ispod ekrana, a drugi izvan ili između slojeva ljepljivom trakom. Kraj pletenice je pričvršćen thread-zavojom ili žičanim zavojem, nakon čega sledi lemljenje.
Nakon skidanja izolacije, gole krajevi žica obrubljene i provodnik su uvijena pod uglom od 15-300 osi žice. Posljednja operacija se vrši ručno (dio žile manje od 0.11 mm 2), klešta ili pomoću posebnih uređaja. Pripremljeni krajevi žica podvrgavaju se vrućem tretmanu potapanjem u kupatilu pomoću lemljenja.
Označavanje žica je neophodno za olakšavanje instalacije, praćenja, rešavanja problema i popravki. Žica sa bojom izolacije se koristi i označava oznakama, lepljivim grinjama ili direktnim nanošenjem oznaka direktno na izolaciju žica. Žice sa obojenom izolacijom se obično koriste za unutrašnju instalaciju EVA. Na dijagramima ožičenja označava boju montažnih žica sa skraćenim notama ili digitalnim šiframa. Označavanje žica sa lepljivim trakama se sastoji u primjeni zavoja sa ove trake na krajeve žica. Najveću primenu je primila markiranje pomoću oznaka za označavanje od PVC cijevi. Oznaka je pričvršćena na kraju žice. U ovom slučaju, oznaka mora prekrivati ivicu izolovane pletenice 1-3 mm. Oznake se stavljaju na žice na takav način da ne klizaju kada se tresu i vibriraju.
Simboli na površini oznaka za označavanje su navedeni u dijagramima ožičenja i sprovode se u skladu sa industrijskim standardima. Proizvodnja oznaka (označavanje, sušenje, sečenje) vrši se na specijalnim mašinama. Žice za ožičenje su ožičene kako bi se eliminisale električne smetnje i smanjili međusobni uticaji krugova. Kvačilo je 10-40 mm i povećava se u zavisnosti od povećanja preseka žice (0,05-0,75 mm 2). Ova operacija se ručno izvršava uz pomoć bušilice ili na specijalnim mašinama.
4 . Raspored žica na šablonu
provodnik provodnika žice
Strukturno i tehnološko testiranje uprtaća omogućuje ga izradu izvan EVA postavljanjem instalacionih žica i kablova na šablon. U zavisnosti od konfiguracije snopova, koriste se ravne ili trodimenzionalne šeme. Ploski uzorak je osnova na kojoj, prema traci (vidi sliku 2) i konfiguraciji snopa, postoje metalne opruge. Između žljebova postavljene su žice za instalaciju. Za zaštitu žica od oštećenja, izolacione cijevi se stavljaju na vijake. Za pričvršćivanje krajeva žice u dizajnu šablona nalaze se rupice koje se nalaze u blizini zatiča, ili posebne stezaljke. Volumetrijski šablon ima dodatne elemente koji omogućavaju izvođenje rasporeda žica i njihovo postavljanje u tri aviona.
Postoje univerzalni ravni oblici koji imaju rupe koji se nalaze na određenom koraku i dizajnirani za ugradnju vijaka. Raspored vijaka na šablonu može se promeniti u zavisnosti od usmjeravanja i konfiguracije uprta.
Izrađeni su dizajni elektrifiziranih šablona koji povećavaju proizvodni kapacitet paketa i eliminišu greške u erekciji. Protiv ovaj obrazac krajevi žice povezuje se fiksiraju s hvataljkama, električno povezan sa signalom (zelena) i kontrola (crvena) svjetla. Lampe i obujmice tipke su povezani na takav način da se obrazac u mreži uključen sijalica od prva dva staze. Sa pravilnim polaganjem i pričvršćivanjem žice svetli su drugi put, itd. Elektrificirani modeli su skuplji od konvencionalnih, a preporučljivo ih je koristiti u proizvodnji EVA-a.
Prilikom postavljanja žica na šablone definisana su neka opšta pravila. Od žica različitih preseka, nekoliko snopova treba napraviti kombinovanjem žica koje su bliske u prečniku. izolacija (na primjer, od 1 do 3 i od 3 do 6 mm). Oklopljeni pogoni moraju biti postavljeni unutar pojasa, tako da počinju izgled. Screens pre-lem se reže i, u prisustvu vanjskog metala pletenica omotana sa svojim keper trakom ili izolacije cijevi. Unutar snopa su postavljene kratke žice malih preseka. Duge žice se postavljaju spolja sa formiranjem prednje strane. Rezervne žice moraju biti na vrhu sa pristupom njihovim krajevima. Ova pravila su prilično jednostavna za ručno uređivanje.
Redosled rasporeda žica na šablonu ručno je postavljen tabelom "veze koja uzima u obzir navedena pravila. Često se obrazac postavlja na šablon sa oznakama tragova. Kraj žičane rane od zaliva označen je oznakom i fiksiran na šablonu. Žica je isečena na mestu nakon rasporeda između žljebova i označava njen kraj. Ovi prelazi se ponavljaju mnogo puta. Završetak krajeva sa ovim nizom operacija se vrši nakon što pletenje bude pleteno. Ručni raspored na šablonu je napravljen od strane instalatera, i veoma je težak. U serijskoj proizvodnji, može se mehanizovati pomoću softvera kontrolisanog uređaja.
5 . Spajanje vezova
Dva (i više) izoliranih žica duže od 50 mm paralelno sa jednom stazom moraju biti povezani u snop. Izuzetak može biti samo neprihvatljivo povećanje međusobnih smetnji u električnim kolima. Koristi se za parenje teme, kablovi, pletenice, izolir trake, bužiranja i drugih. Operacija se vrši, po pravilu, na predlošku. Korak pletenje t zavisi od preseka žice, broja žica n i prečnik D Upotreba. Na zakrivljenim odeljcima, tezina treba smanjiti, u zavisnosti od premera savijanja snopa. Tačke divergencije užeta treba imati 2-5 uključuje sve grane, gume moraju biti od velikog broja osnovnih petlji 2-3. Krajevi uprtaća treba da imaju zavoje i terminale čvorove.
Parenje se vrši u jednoj, dve niti i više sa napetostima ručno ili uz pomoć alata. Da biste smanjili složenost procesa snopova parenja mehanizujemo, koristeći pneumatske pištolje, a ponekad i automatizaciju, noseći snopove na specijalnim obavezujućim poluautomatskih mašina.
Da bi se zaštitio od mehaničkih oštećenja, uporište duž cele dužine ili na određenom području je navijen izolacionom trakom. Ako se sastoji od žice pamuka ili "svile izolirani, za zaštitu od vuču vlage impregniran sa sastavom vodoodbojna. Za zaštitu od izloženosti visokim temperaturama ili korozivnim okruženju Tows nalazi u cjevaste, vrpce, trake ili pleteni plašt. Njihovo trošenje ručno ili mašinski nakon uklanjanje auto iz predloška. Prema tome, vezivanje snopova nije manje glomazan rad od rasporeda i označavanje žica.
Osim korištenja različitih uređaja za mehaničku proizvodnju uprtaća, preporučljivo je koristiti konvejerne linije u serijskoj proizvodnji. U ovom slučaju, tehnološki proces podeljen je na niz malih operacija. Na svakoj radnoj stanici, raspored žica istog preseka i brenda je u potpunosti implementiran. Prilikom određivanja, potez transportera je orijentisan na funkcionisanje rasporeda, iz razloga što je lakše podrediti operaciju vezivanja na izabrani ritam. Na primer, vezivanje 16-24 petlji traje 3-5 minuta. Najčešće, vreme rada je 5 ili 7,5 minuta.
Metoda transportera za izradu žigova ima i druge karakteristike. Ožičenje se vrši kontinuirano, navučavajući ih sa kolutova. Na kraju žice, skup oznaka se preliminarno stavlja na markiranje svih tragova koje se obavljaju na ovom radnom mestu.
Nanesite univerzalne šablone, opremljene šipkama kako na mestima kinksa, tako i na mestima naknadnog sečenja žica. Tragovi postavljanja označeni su posebnim matricama postavljenim na šablone. Za vezivanje snopova koriste se niti koje mogu izdržati dovoljno velike napone naprezanja. Nakon pletenja sledi žica, sečenje žice sa šablona i sečenje krajeva.
Transporter za izradu žigova nalazi se u horizontalnoj ravni, zatvoren i prenosi šablone pomoću kolica. Pored šablona, opremljen je i pištoljem za vezivanje snopova, sa alatima za skidanje, sa brašnom za brijanje. Metoda transportera pojednostavljuje operacije koje se obavljaju na svakom radnom mestu i omogućava smanjenje ukupne labaratorije proizvodnje snopova. Nedostaci su napetost žica tokom rasporeda i deformacija snopa nakon uklanjanja iz šablona, što pogoršava kvalitet parenja.
6 . Tokontrola
Nakon proizvodnje snopa, kontrola kvaliteta kaljenja se vrši kvalitetom završetka žica i štitova, prisustva obeležavanja, odsustva oštećenja vena i izolacije koja nosi struje. Integritet električnih kola proverava se sondom sa sondama. U lancima sa velikim brojem međuproizvoda, otpor se meri.
Tokom kontrole, provodnici kablova provjeravaju se zbog odsustva provodnika žice, otpornosti izolacije između provodnika i kopnenih autobusa, prisustva električnih spojeva između kontakata konektora i trake kabla.
Za praćenje, na primjer, razvijeni su posebni automatizovani štandovi sa brojem tačaka koje treba provjeriti 90, a glavno tehnološko vrijeme za testiranje proizvoda nije više od 30 s. Kontrola se vrši provjerom električnih kola, upoređujući stanja prekidača, a zatim prenose rezultate na panel za indikaciju svjetla. Štandovi mogu raditi u automatskim i ručnim režimima.
Hosted on Allbest.ru
Slični dokumenti
Karakteristike i tehnički parametri tiristora, njegove varijante, princip rada, konvencionalna oznaka i primjena. Autotransformator uređaja, princip njegovog rada. Održavanje i popravak elektromotora. Crteži snopova, kablova i žica.
kreveta, dodato 20.01.2010
Ugradnja, priključak i završetak žica i kablova, kablovske spojnice. Priključivanje žica presovanjem, uvijanje sa naknadnim lemljenjem i zakrivljavanjem. Uređaj i princip rada fluorescentne sijalice. Označavanje dioda, tiristora, otpornika.
izveštaj o praksi, dodato dana 26.03.2013
Priprema puteva za wirings. Pregled vrsta žica. Rezanje žica i kablova. Priključivanje i završetak žica. Organizacija instalacije električne instalacije stambene zgrade. Ugradnja raznih vrsta žica. Bezbednost i zdravlje na radu.
koji je dodan 27. avgusta 2010. godine
Klasifikacija žica. Organizacija instalacije wirings. Priključivanje i završetak žica. Kontrola kvaliteta kontaktnih veza. Metode instalacije otvorenih bežičnih žica, cevnih žica, žica na pladanjima i kutijama.
koji je dodan 27. avgusta 2010. godine
Snaga, osvetljenje, kanali i distribucija električne instalacije. Pravila za ugradnju i održavanje wirings, električnih instalacija, električnih štitova; osnovni zahtevi. Ugradnja limenki u kontrolne ploče; polaganje žica sa vazdušnim jastucima.
kurs, dodato 17.03.2012
Energetski kablovi i žice - namotaj, instalacija, ugradnja: tehnički zahtevi, namjena, obilježavanje i primjena. Izolacijski materijali koji se koriste za instalaciju žica. Označavanje žica prema GOST-u. Kontrolni i specijalni kablovi.
rezime, dodato dana 06/05/2008
Faze kompletne montaže električne opreme. Izračunavanje snage opterećenja. Otvoriti polaganje kablova na građevinskoj podlozi uz upotrebu spajalica. Montaža čeličnih cevi i žica, niskonaponskih kompletnih uređaja i balastnih uređaja.
teza, dodato dana 04.04.2010
Prednosti i nedostaci žarišnih svjetiljki, njihovi tipovi i aplikacije, uređaj i rad. Oznake i karakteristike žica i kablova koji se koriste za električni rad. Primenjeni mehanizmi, alati i adaptacije; ugradnja žarulja.
rezime, dodato 22. jula 2010
Prednosti fluorescentnih sijalica, njihovih tipova i aplikacija, uređaja i principa rada. Oznake i karakteristike žica i kablova koji se koriste za električni rad. Primenjeni mehanizmi, alati i adaptacije; ugradnja fluorescentnih sijalica.
rezime, dodato 22. jula 2010
Zahtjevi za ugradnju zaštitnih uređaja koji su nestabilni do maksimalnih trenutnih vrijednosti. Tehnologija postavljanja energetske kutije: označavanje mesta instalacije električne opreme, fitinga i flapsova, otvora za probijanje, ugradnja pričvršćivača, žica za postavljanje.